

[數控校平機]卷料厚板整平機速度調節方法講解
發表時間:2022/08/22 10:18:35
閱讀量:1948
來源:
瑪哈特【官網】
厚板整平機入料放松采用氣動壓緊放松,可產生足夠的拉力將材料整平輥而且是同步傳動,滾筒采用較大功率馬達配蝸輪減速器用鏈輪鏈條傳遞整個整平機整平材料,可產生較大的整平力,由變頻器控制馬達的運轉速度,完成材料的整平工作。根據厚板整平機的運行原理,厚板整平機的速度是可以調整的。那么厚板整平機調節的方法有哪些呢?
1、調試時不需進料,但必須先將引導板上的引導螺絲往上調,然后用寸動方式將沖床撞槌慢慢調至下死點,同時必須特別注意引導板不可將浮動桿壓下太低,否則會造成浮動桿彎曲或折斷。
2、試機時滑塊往復移動,如果只碰到尼龍墊片沒有碰到長度微調螺絲,這是浮動 桿下降不夠深,需將沖床上的引導螺絲慢慢往下調。
3、如果滑塊在長度微調螺絲與尼龍墊片之間移動并且兩邊距離相等,此時需以逆時針方向旋轉速度調整螺絲,使滑塊速度正常,并使滑塊往復移動時均能碰到尼龍墊片與間隔環。
4、啟動沖床連續沖壓時,必須以順時針方向旋轉送料機的速度調整螺絲,滑塊運動稍慢,這樣才可以看清滑塊往復移動時是否碰到尼龍墊片與長度微調螺絲。
5、如果滑塊往復移動時,厚板整平機只碰到長度微調螺絲沒有碰到尼龍墊片,這是浮動桿下降太深,需將沖床上的引導螺絲慢慢往上調。
6、如果沖床速度不變,送料距離需要由短變長,則先將引導螺絲往下調,增加浮動桿下 降距離,然后逆時針方向旋轉速度調整螺絲,如此送料便可配合沖床速度。
降距離,然后逆時針方向旋轉速度調整螺絲,如此送料便可配合沖床速度。
7、如果沖床速度不變,送料距離需要由長變短,則先將引導螺絲往上調,減少浮動桿下降距離,然后順時針方向旋轉速度調整螺絲,如此送料便可配合沖床速度。
厚板整平機在自動化沖壓生產線上的主要功能是將不平整的金屬卷材進行整平,使材料產品精度達到要求。以上就是厚板整平機速度調節方法講解,如果有調整整平機速度的需求,可以參考以上小編整理的信息。瑪哈特品牌——系廣東(江西)瑪哈特智能科技有限公司旗下運營的高端自動化品牌。 ——致力于研發、生產、銷售高精密矯平機以及配套周邊設備的高新技術企業。引進德國、瑞士精密矯平/矯直設備技術,并和多家高校、研究所開展產、學、研合作,不斷進行技術創新和生產改進,并結合眾多金屬精密零部件制造企業需求,采用創新的設計思路,先進的制造工藝,研發生產:伺服數控高精密整平機,液壓高精密整平機、四(六)重式整平機、自動上下料機械手、機器人、激光整平檢測儀、高精密開卷矯平沖壓剪切線以及激光切割等全自動生產線。瑪哈特集20年行業經驗之大成,矯平精度已達到國際水平!為客戶消除材料內應力、恢復及提高零件平面度,為后道的折彎、焊接等工序實現低成本、高效率、高品質的全自動化矯平設備,給廣大企業帶來了強勁福音。為機廂機柜、汽摩配件、交通、航空航天、鈑金加工、建筑行業、醫療技術行業、電力電氣、紡織機械、建材、天花幕墻、5G通訊、線路板、電子零件、治夾具、鋸片基體等各大行業的知名企業提供解決方案。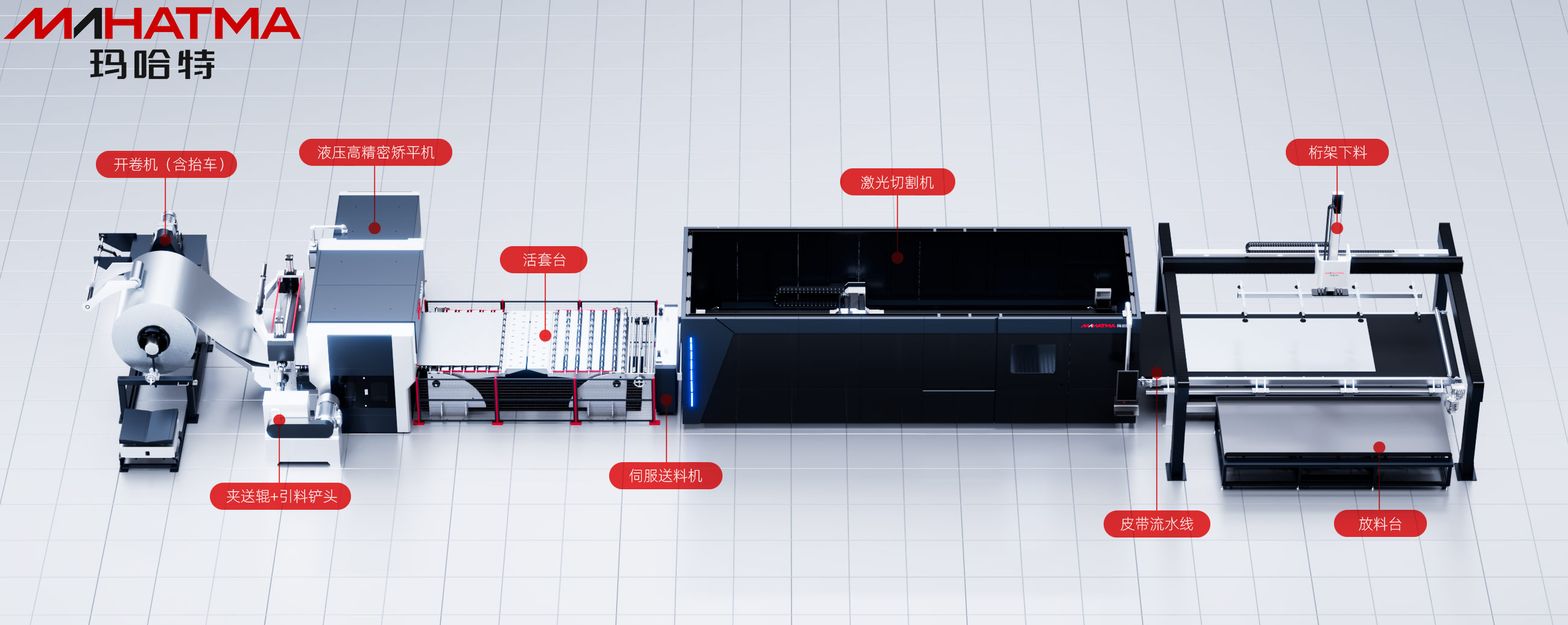

 掃一掃添加微信
掃一掃添加微信